HSK空心短锥柄在国内数控机床加工行业处境如何


加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。在带有自动换刀的数控加工中心上,典型的工具接口之间的摩擦都有“多个对1个”的比率。就是说,刀柄在换刀循环中仅摩擦......
加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
在带有自动换刀的数控加工中心上,典型的工具接口之间的摩擦都有“多个对1个”的比率。就是说,刀柄在换刀循环中仅摩擦一次,而主轴孔则要与完成此工序的许多不同刀柄摩擦很多次。
传统的7:24锥度主轴磨损的结果是成为“喇叭口”,这是一个难以察觉的很缓慢的过程。但是,磨损带来的结果是刀具振动、跳动增加、刀具轴向定位尺寸发生变化。这时就要重磨主轴孔。要想减低磨损速度,就要用相对低的压力。

目前国内应用最广的BT刀柄
HSK(德意HohlSchaftKegel缩写)刀柄是德国阿亨(Aachen)工业大学机床研究所在20世纪90年代初开发的—种双面夹紧刀柄,是最具有代表性的双面夹紧刀柄,德国于1991年7月公布HSK工具系统的DIN标准备案,并向国际标准化组织建议制定相关ISO标准。1992年5月,国际标准化组织ISOTfrC29(工具技术委员会)决定暂不制定自动换/J空心柄的ISO标准。经过工作组的第二轮研究,德国1993年制定了HSK刀具系统的正式工业标准DIN69893。1996年5月,在ISO/TC29/WG33审议会下,制定了以DIN69893为基础的HSK厂只系统的ISO标准草案ISO/DISl2164。经过多次修订后,于2001年颁布HSK工具系统正式ISO标准IS012164。由于其刚度和重复定位精度较标准锥度刀柄提高几倍至几十倍,因此在机械制造业界得到广泛地认同和采用。德国奔驰汽车公司和大众汽车公司,HSK/J柄广泛用于铣削、钻削和车削加工。

自HSK空心短锥柄技术出现以来,在世界各国得到广泛应用。据了解,欧洲和北美洲的一些用户,在使用HSK刀柄时遇到了一些问题。出现这些问题的主要原因在于,他们对制造HSK刀柄的材料选择不当。

DIN标准仅规定了HSK刀柄的几何形状,而没有规定所用的材料。所以,几乎所有的刀具供应商所生产的HSK刀柄,都完全参照传统的7:24锥柄来生产。HSK空心短锥柄的“空心”本身就说明具有潜在的问题:即轴向截面很小,显然这是HSK空心短锥柄的薄弱环节。
传统的刀柄一般是由合金钢制造,然后或是表面淬火或是表面处理,得到了一个坚硬耐磨的表面和韧性的心部(HRC32~36)。这些热处理过程(如渗碳和离子氮化,硬度可达HRC58~62,约1mm深)对7:24锥柄非常适合,价格也不贵。由于它具有足够的横截面,所以实际上不易变形。按照工业上能够接受的指导准则,这种尺寸比较稳定的基体把两种性能完美地结为一体——有较软而韧性的芯部,可防止硬表面因变形而爆裂脱落,又有很耐磨坚硬的表面。
但对HSK空心短锥柄就不同了,它被做成结构截面很小,对于HSK63以下的小规格HSK空心短锥柄就没有强韧的心部来支承坚硬的表面,在每次夹紧—松开循环中都要受到很大的冲击,切削过程中又受到动态的弯扭交变载荷,在淬硬的脆性部位可能会出现微小的裂纹,在HSK刀柄的柄部的一些部位,对较大的拉应力非常敏感。这些部位有30°夹紧面、扭矩传递时键槽与主轴接触的表面以及径向贯穿孔与键槽底部、空刀槽底部最近的部位。这些微小的裂纹随时间而扩展难以发现,事实上不通过显微镜和特殊的检测手段很难发现这些变化。一个刀柄看上去工作正常,一旦过载,在出现裂纹的部位应力集中,当达到临界值时就很可能发生断裂。在使用过程中,这种脆性断裂随时可能发生。
有些制造厂商用淬透性材料。这时,截面上不同点的性质大体相同,刀柄的延伸率、屈服强度和冲击强度可能达到最佳组合。但是,相对于表面淬硬的刀柄,其硬度将是最低的(约低5~6HRC)。这种刀柄缺乏冲击强度,不耐磨,因此不得不经常更换。
所以要想达到最高的韧性、最高的耐磨性和耐腐蚀性的同时,又要成本低廉,这是不可能的。我们不能改变产品的几何形状,它是标准的。我们也受大量生产成本的制约,不可能采用昂贵的“空间材料和技术”。为了能使这种具备许多优点的新接口在生产中得到广泛应用,我们只有不断地探索。
制造厂商和用户必须对刀柄材料做出选择。一种是对材料要求有高的强度、韧性并带有适度的耐磨性;另一种是要求有高的耐磨性兼有中等强度。
分析结果表明,HSK主轴安装孔应力最大的横截面,应具有较大的截面面积,而且尽量不用对应力集中敏感的材料。但必须能适应高速加工,即重量要轻,在离心力作用下径向变形要小。
当HSK刀柄被夹紧时,主轴孔与刀柄之间有很大的压力。由于其锥度系1:10(半角为2°51′27″)——是个自锁角度,卸刀柄时需要一个附加的卸出力,这对主轴孔也是一个摩擦过程。由于1:10的锥度很小,径向每磨损0.0025mm,就会影响0.025mm的轴向间隙,这样也会影响到夹紧机构的夹紧状态,可能会引起故障。因此,要使HSK主轴磨损尽量减至最小。另外一个重要原因是HSK主轴的价格。由于HSK主轴实际上是不能修的,因为重磨锥度会使锥度直径超差,并影响到夹紧机构的压紧位置。又由于它精度要求高,又要用很大长径比的铣刀加工内驱动键,所以它的价格很贵,为延长主轴寿命,刀柄最好用同一种材料制造,建议最小屈服强度应是14000kg/cm2,拉伸强度应为15400kg/cm2。而且应降低刀柄的硬度(平均HRC50),比主轴硬度低6~8度,以保护昂贵的主轴。这样,刀柄受力表面硬度下降,也使它的制造周期缩短、成本降低。
HSK刀柄采用锥面(径向)和法兰端面(轴向)双面定位,机床实现与主轴的刚性连接。当刀柄在机床主轴上安装时,空心短锥柄与主轴锥孔能完全接触,起到定心作用。
此时,HSK刀柄法兰盘与主轴端面之间还存在约0.1mm的间隙。在拉紧机构作用下,拉杆的向后移动使其前端的锥面将弹性夹爪径向胀开,同时夹爪的外锥面作用在空心短锥柄内孔的30度锥面上,空心短锥柄产生弹性变形,使刀具端面与主轴端面靠紧,实现刀柄与主轴锥面和主釉端面同时定位和夹紧的功能。

HSK刀柄的德国标准是DIN69873,有六种标准和规格,即HSK-A、HSK-B、HSK-C、HSK-D、HSK-E和HSK-F,常用的有三种:HSK-A(带内冷自动换刀)、HSK-C(带内冷手动换刀)和HSK-E(带内冷自动换刀,高速型)。
7:24的通用刀柄是靠刀柄的7:24锥面与机床主轴孔的7:24锥面接触定位连接的,在高速加工、连接刚性和重合精度三方面有局限性。HSK真空刀柄靠刀柄的弹性变形,不但刀柄的1:10锥面与机床主轴孔的1:10锥面接触,而且使刀柄的法兰盘面与主轴面也紧密接触,这种双面接触系统在高速加工、连接刚性和重合精度上均优于7:24的
HSK刀柄有A型、B型、C型、D型、E型、F型等多种规格,其中常用于加工中心(自动换刀)上的有A型、E型和F型。
A型,带中心内冷的自动换刀型
B型,带端面内冷的自动换刀型
C型,带中心内冷的手动换刀型
D型,带端面内冷的手动换刀型
E型,带中心内冷的自动换刀高速型
E型,无中心内冷的自动换刀高速型

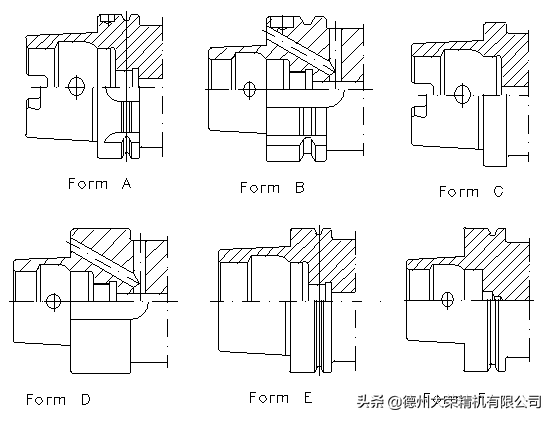
A型和E型的最大区别就在于:
A型有传动槽而E型没有。所以相对来说A型传递扭矩较大,相对可进行一些重切削。而E型传递的扭矩就比较小,只能进行一些轻切削。
A型刀柄上除有传动槽之外,还有手动固定孔、方向槽等,所以相对来说平衡性较差。而E型没有,所以E型更适合于高速加工。
E型和F型的机构完全一致,它们的区别在于:
同样称呼的E型和F型刀柄(比如E63和F63),F型刀柄的锥部要小一号。也就是说E63和F63的法兰直径都是φ63,但F63的锥部尺寸只和E50的尺寸一样。所以和E63相比,F63的转速会更快(主轴轴承小)。
HSK刀柄结构的主要优点是:
(1)有效地提高刀柄与机床主轴的结合刚度。由于采用锥面、端面过定位结合,使刀柄与主轴的有效接触面积增大,并从径向和轴向进行双面定位,大大提高刀柄与主轴的结合刚度,克服了传统的标准锥度柄在高速旋转时刚度不足的弱点。
⑵有较高的重复定位精度,并且自动换刀动作快,有利于实现ATC的高速化。由于采用的锥度,其锥部长度缩短(约为锥柄相近规格的I/2)。每次换刀后刀柄与主轴的接触面积大,—致机床性好,提高了刀柄的重复定位精度。由于采用空心结构,重量轻,便于自动换刀。
(3)具有良好的高速锁紧性。刀柄与主轴间由弹性扩张爪锁紧,转速越高,扩张爪的离心力越大,锁紧力越大。按德国DIN标准的规定,HSK/J柄采用平衡式设计,其结构形式有A、B、C、D、E、F共6种型式。每一种型式又有多种尺寸规格。A、B型为自动换刀柄,C、D为机床手动换刀柄.E、F型为无键连接刀柄,适合超高速切削。

如需购买,敬请期待商品页或者私信+v
本文链接:https://wexi.porsven.com/428381215186.html